好品质
好品质  好材料
好材料  好服务
好服务
好品质 好材料 好服务

公司名称:沧州科诺机械制造有限公司
联系人:马经理
手机:15333275531
固定电话:0317-8128066
E-mail:530062429@qq.com
公司地址:河北省献县河街镇陈圈工业区
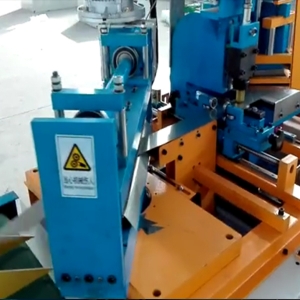
在使用横剪机过程,不可避免的要注意安全事项以及使用横剪机的正确操作规程,这样才可以很好的使用以及维护数控横剪机。具体的操作章程如下:
一、适用范围:本规程适用于厚度为0. 5~1.5mm,宽度为800~1200mm的铝及铝合金带材的矫直横切。
二、工作前的准备
1、 检查整个机列的各部分系统,保证处于正常状态,并按设备润滑表定时加注干油及稀油。
2、清除板面与设备所接触部位上的金属屑及其它脏物。
3、用清辊布对矫直机进行清辊,清辊布要及时更换,保持清洁。
4、明确生产任务、严格按照生产卡片的要求进行生产。
5、来料温度不得高于60℃,上卷前应将卷材表面的灰尘除掉。

三、矫直横切操作
1、上卷时要使卷材位于矫直机中心线的对称位置上,压料辊要压下,防止卷材松层擦伤。
2、调整矫直机上排辊成规定角度、使进口侧上、下工作辊间隙小于出口侧,右摆值在0.3mm内。
3、调整下支承辊位置,根据来料板型情况对工作辊进行预弯,边部两排支承辊调节范围为0~+2.0mm,中间三排支承辊调范围为0~+3.0mm。
4、调整矫直机工作辊压下,入口侧的间隙不应小于-0.4mm,出口侧的间隙等于来料厚度或略大于来料厚度0.1~0.5mm。
5、调整矫直横切速度,根据不同矫直横切速度和横切定尺长度,可在30~80米/分范围内进行选择。
6、为了确保产品质量,在矫直横切过程中,应经常检查板材上下表面情况,如发现机列造成产品表面缺陷,应及时停车清除。
四、板片的堆放及其它
1、横切前,底盘上应铺放三张废铝板,作为垫板;切后,应铺放三张废铝板,作为盖顶。
2、不同规格、状态的成品不能混合堆放。
3、每底盘料的标准高度为500mm,当料不能满足一炉两盘的标准高度时,可视板片多少进行堆放;当垛高大于500mm时,可堆成两朵,但高度差不能大于100mm。
4、每批料干完后要在卡片中注明张数和垛数。
5、每批每垛板片分别用铝条打上批号、合金状态和规格并夹在该垛的上下位置。
6、要按合金的牌号堆放废料,防止混料。
7、生产中设备出现故障应及时停车,并通知维修人员处理。
8、工作结束后,应将电源切断。
 在线咨询
在线咨询