好品质
好品质  好材料
好材料  好服务
好服务
好品质 好材料 好服务

公司名称:沧州科诺机械制造有限公司
联系人:马经理
手机:15333275531
固定电话:0317-8128066
E-mail:530062429@qq.com
公司地址:河北省献县河街镇陈圈工业区
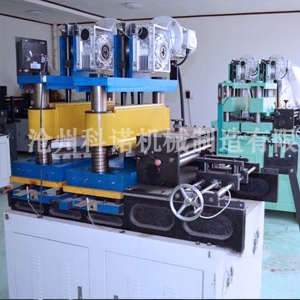
横剪工序的任务是把平整后的带钢剪切成定尺长度的钢板,再经过矫直和涂油,堆垛成一定重量的钢板垛。
近年新建的横剪机组都设有质量分选装置并后接包装生产线,由此直接生产出交货状态的板包装产品。
横剪是冷轧生产的成品工序,因此横剪生产的工艺设备要以提高剪切精度和表面质量为主要目的,这样对机组速度和剪切带钢的规格范围等就要有一定的要求。

横剪机组速度一般限制为60米/分不宜太高,主要是要满足堆垛质量和质量检查分选的需要。而为了平衡上道工序的生产能力,都要配置多条横剪机组来满足现代高速连轧生产的要求。为了提高横剪机的剪切精度的矫直质量,就要求剪切带钢的厚度、宽度和长度的变化范围不能过宽,而多条机组的设置就可以扩大剪切规格范围,因此实际上横剪机组是以剪切不同规格进行分工的。
横剪生产的工艺和设备组成基本都是一样的,只是设备结构、尺寸随剪切带钢规格变化各有所异. 纵剪 重卷机组,又称分卷,它的作用是把平整后带钢分切为各种宽度和单重的带钢卷。
现代工业为了追求更高的材料利用率,越来越多地直接使用带钢卷作为坯料进行深加工,这使冷轧带钢生产的板卷材比例达到28开的程度,也促进了分卷生产的发展。重卷机组由单卷生产发展为连续生产,单卷生产的重卷机组多兼有纵剪作业的功能,而专用分剪窄条的纵剪机组则很少再建。纵剪和重卷生产都要在圆盘剪上进行纵向连续剪切。重卷时,圆盘剪只有剪边作业,由卷取机通过带钢拖动剪刃进行拉力剪切。而纵剪时则同时进行剪边和分条作业,由直流电机传动进行动力剪切。这样数控横剪机的刀架上要根据分条带钢宽度相应安装多个刀头。刀刃的安装和调整是影响剪切质量的重要因素,也是一件相当复杂和有难度的操作。
 在线咨询
在线咨询